

























Wat is metaalspuitgieten?

Metal Injection Moulding, of kortweg MIM, is een geavanceerd fabricageproces dat de voordelen van kunststof spuitgieten en poedermetallurgie combineert om complexe metalen onderdelen met hoge precisie en nauwkeurigheid te creëren. In wezen omvat MIM het gebruik van metaalpoeders gemengd met een polymeerbindmiddel om een grondstof te vormen, die vervolgens in de gewenste vorm van het uiteindelijke onderdeel wordt gegoten.
Het spuitgietproces van metaal begrijpen
Het MIM-proces omvat meerdere stappen, waaronder het maken van de grondstof door metaalpoeders en polymeerbindmiddelen te mengen. De grondstof wordt vervolgens in de mal gespoten met behulp van een spuitgietmachine, die afkoelt en stolt in de vorm van het onderdeel. Daarna ondergaat de component een ontbinding, waarbij het polymeerbindmiddel wordt verwijderd en de hoeveelheid een poreuze structuur achterlaat.
Ten slotte wordt het onderdeel gesinterd, een verwarmingsproces dat de metaaldeeltjes samensmelt, eventuele resterende porositeit verwijdert en het element zijn uiteindelijke dichtheid en sterkte geeft.
Hoe verschilt metaalspuitgieten van kunststof spuitgieten?
MIM verschilt van kunststof spuitgieten door metaalpoeders gemengd met bindmiddelen te gebruiken in plaats van plastic polymeren. Bovendien, terwijl bij kunststof spuitgieten doorgaans materialen met een laag smeltpunt worden gebruikt, kan MIM werken met een breed scala aan metalen met hogere smeltpunten.
Welke materialen worden gebruikt in MIM?
MIM werkt met veel materialen, waaronder laaggelegeerde staalsoorten, roestvast staal, titanium, wolfraam, koper en meer. Het specifieke materiaal dat wordt gebruikt, zal afhangen van de vereisten van de uiteindelijke toepassing, zoals sterkte, geleidbaarheid of corrosieweerstand.
Wat zijn de voordelen en beperkingen van metaalspuitgieten?
MIM biedt verschillende voordelen ten opzichte van traditionele productiemethoden, zoals CNC-bewerking en spuitgieten. Het kan complexe vormen produceren met nauwe toleranties, waardoor ingewikkelde onderdelen kunnen worden gemaakt die met traditionele methoden een uitdaging of duur zouden zijn. Bovendien is MIM kosteneffectief voor kleine tot middelgrote onderdelen en biedt het verschillende materiaalopties.
MIM heeft echter enkele beperkingen. Het is bijvoorbeeld misschien niet de beste optie om belangrijke componenten te maken, omdat het proces meer geschikt is voor kleinere onderdelen. Bovendien kan het ontbindingsproces tijdrovend zijn en zijn bepaalde materialen zoals aluminium en nikkel vanwege hun eigenschappen ongeschikt voor MIM.
Waarom wordt MIM een populair productieproces?
MIM wordt steeds populairder in verschillende industrieën vanwege de betaalbaarheid, flexibiliteit en het vermogen om kleine, ingewikkelde onderdelen met hoge nauwkeurigheid te produceren. Het is een kosteneffectievere oplossing dan traditionele bewerkingsmethoden, omdat het een breed scala aan materialen biedt. Dit maakt het geschikt voor vele industrieën, zoals ruimtevaart, auto-industrie, medische sector en elektronica, waar complexe, kleine componenten nodig zijn.
Metaalspuitgieten is een haalbare productieoptie voor het produceren van hoogwaardige metalen componenten. Naarmate de technologie zich blijft ontwikkelen, wordt verwacht dat MIM de komende jaren nog populairder zal worden.
Hoe werkt het spuitgieten van metaal?
Metal Injection Moulding (MIM) is een populaire productietechniek die poedermetallurgie en kunststof spuitgieten combineert om hoogwaardige metalen onderdelen te produceren met ingewikkelde geometrieën en nauwe toleranties. Het proces omvat verschillende fasen die helpen om een eindproduct met superieure eigenschappen te bereiken. In dit artikel gaan we dieper in op de werking van het MIM-proces en de verschillende stadia ervan.
De grondstof maken:
De eerste stap in het MIM-proces is het maken van de grondstof, een mengsel van fijne metaalpoeders en een polymeerbindmiddel. Het metaalpoeder wordt geselecteerd op basis van de gewenste eigenschappen van het laatste onderdeel en het polymeerbindmiddel fungeert als een tijdelijk bindmiddel om de metaaldeeltjes bij elkaar te houden tijdens het gietproces.
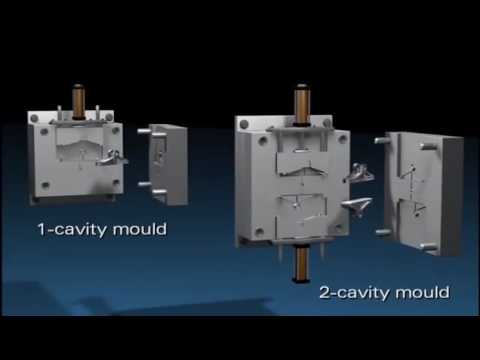
De spuitgietmachine:
Zodra de grondstof is gemaakt, wordt deze in een spuitgietmachine geladen. De machine verwarmt de grondstof tot een temperatuur waarbij het een vloeibare vloeistof wordt die onder hoge druk in een speciaal ontworpen vormholte wordt geïnjecteerd.
Het debindingsproces:
Nadat het metalen onderdeel is gevormd, gaat het door een ontbindingsproces waarbij het polymeerbindmiddel wordt verwijderd, waardoor een "groen" deel achterblijft dat kwetsbaar en poreus is. Debinding kan worden gedaan met behulp van thermische of chemische processen.
De sinteroven:
Het groene deel wordt vervolgens in een sinteroven geplaatst, waar het wordt verwarmd tot een temperatuur net onder het smeltpunt van het metaal. De hitte zorgt ervoor dat de metaaldeeltjes samensmelten, wat resulteert in een dicht, vitaal metalen onderdeel met nauwkeurige afmetingen en geometrie.
Het uiteindelijke afwerkingsproces:
Na het sinteren kan het onderdeel verdere nabewerkingen ondergaan, zoals polijsten, machinaal bewerken of plateren om de gewenste oppervlakteafwerking en maatnauwkeurigheid te bereiken.
Het MIM-proces biedt veel voordelen ten opzichte van traditionele productiemethoden, waaronder de mogelijkheid om complexe geometrieën te produceren, hoge precisie en een breed scala aan materiaalopties. Het wordt gebruikt in verschillende industrieën, zoals de ruimtevaart, de automobielindustrie, de medische sector en de elektronica, om kleine, ingewikkelde metalen componenten met uitstekende mechanische eigenschappen te vervaardigen.
Materialen gebruikt in MIM

Metal Injection Moulding (MIM) is een zeer veelzijdig proces dat met verschillende materialen kan werken, waardoor het geschikt is voor veel industrieën. Dit zijn de primaire materiaalcategorieën die in MIM worden gebruikt:
Soorten metaalpoeders
MIM kan verschillende metaalpoeders gebruiken, waaronder roestvrij staal, titanium en wolfraam. Elk materiaal heeft specifieke eigenschappen die het ideaal maken voor bepaalde toepassingen. Roestvrij staal wordt bijvoorbeeld vaak gebruikt bij de vervaardiging van medische hulpmiddelen vanwege de biocompatibiliteit en corrosieweerstand. Evenzo heeft wolfraam de voorkeur voor het maken van onderdelen met een hoge dichtheid, zoals kogels en gewichten.
Bindmiddelen
Bindmiddelmaterialen zijn essentieel in MIM, omdat ze helpen de metaaldeeltjes bij elkaar te houden om een grondstof te vormen. Enkele veelgebruikte bindmiddelen in MIM zijn thermoplastische materialen zoals polyethyleen, polypropyleen en polystyreen. Andere bindmiddelmaterialen omvatten op was gebaseerde materialen zoals paraffine en stearinezuur. De juiste keuze van het bindmiddelmateriaal hangt af van het gebruikte metaalpoeder en het primaire doel is om een solide grondstof te creëren die gemakkelijk te vormen is.
Oplosmiddelen gebruikt in MIM
Oplosmiddelen lossen het bindmiddelmateriaal op en creëren een pasta die gemakkelijk te vormen is. Oplosmiddelen in MIM zijn afhankelijk van het type bindmiddel dat wordt gebruikt en de vereiste vormeigenschappen. Gebruikelijke oplosmiddelen die in MIM worden gebruikt, zijn onder meer water, ethanol en aceton.
Keramische materialen gebruikt in MIM
Keramische materialen zoals aluminiumoxide en zirkonia worden vaak gebruikt in MIM om zeer sterke onderdelen te produceren met een uitstekende slijtvastheid en thermische stabiliteit. Het gebruik van keramische materialen in MIM kan ook leiden tot superieure elektrische en thermische geleidbaarheidscomponenten.
Legeringen gebruikt in MIM
MIM biedt een hoge mate van flexibiliteit bij het maken van legeringen van verschillende metalen. Zo kan een legering van roestvast staal worden gemaakt door andere metaalpoeders precies te mengen voordat het bindmiddel wordt ingebracht. Hierdoor kan het MIM-proces onderdelen produceren met de gewenste eigenschappen zoals corrosieweerstand, sterkte en hardheid.
Wat zijn de voordelen van metaalspuitgieten?

Metal Injection Moulding (MIM) is een populair fabricageproces voor het produceren van kleine, nauwkeurige en complexe metalen onderdelen die moeilijk of kostbaar te produceren zijn met behulp van traditionele productiemethoden zoals CNC-bewerking of spuitgieten. Een van de belangrijke voordelen van MIM ligt in het vermogen om complexe geometrieën te creëren met hoge precisie en tolerantie.
Complexe metalen onderdelen:
MIM maakt het mogelijk om complexe, ingewikkelde metalen onderdelen te produceren met verschillende geometrieën die moeilijk of onmogelijk te realiseren zijn met traditionele productietechnieken.
Hoge precisie en tolerantie:
MIM biedt een hoge nauwkeurigheid en nauwe toleranties, waardoor het mogelijk wordt om onderdelen te produceren met maatnauwkeurigheid binnen +/- 0,5%.
Minder materiaalverspilling:
MIM maakt gebruik van poedermetallurgietechnologie, die materiaalverspilling vermindert in vergelijking met traditionele bewerkingsprocessen. Dit resulteert in lagere grondstofkosten en een duurzamer productieproces.
Lagere kosten in vergelijking met traditionele productietechnieken:
MIM is doorgaans goedkoper dan andere productietechnieken omdat er minder arbeids-, gereedschaps- en apparatuurkosten voor nodig zijn.
Mogelijkheid om een breed scala aan metalen producten te produceren:
MIM kan diverse metalen producten produceren met verschillende vormen, maten en materiaaleigenschappen. Deze producten kunnen in meerdere industrieën worden gebruikt, waaronder ruimtevaart, medische sector, elektronica en auto's.
Over het algemeen is MIM een kosteneffectief en efficiënt productieproces dat een breed scala aan voordelen biedt voor het produceren van complexe metalen onderdelen in grote hoeveelheden.
Wat zijn de beperkingen van metaalspuitgieten?

Metal Injection Moulding (MIM) is een veelzijdig productieproces met veel voordelen ten opzichte van traditionele methoden zoals CNC-bewerking of spuitgieten. Zoals elke productiemethode heeft MIM echter ook zijn beperkingen. Hier zijn enkele van de beperkingen van MIM waarvan fabrikanten en technici op de hoogte moeten zijn.
Krimp en vervorming:
MIM omvat het gebruik van een polymeerbindmiddel om de grondstof te creëren die in de mal wordt geïnjecteerd. Het polymeerbindmiddel wordt verwijderd tijdens het ontbinden en sinteren, waardoor alleen de metaalpoederdeeltjes overblijven. Dit proces kan leiden tot krimp en vervorming van het laatste onderdeel. De mate van krimp en vervorming is afhankelijk van de geometrie, materiaaleigenschappen en procesparameters van het onderdeel. Daarom is het essentieel om het ontwerp van de regio zorgvuldig te overwegen en de procesparameters te optimaliseren om deze effecten te minimaliseren.
Moeite met het maken van grote onderdelen:
MIM is bij uitstek geschikt voor kleine, ingewikkelde onderdelen, maar het proces wordt een uitdaging bij het maken van grote onderdelen. Hoe groter het onderdeel, hoe moeilijker het wordt om tijdens het sinterproces een uniforme verdichting door het hele onderdeel te bereiken. Deze beperking is te wijten aan de beperkte controle over de warmteverdeling in de mal, wat leidt tot ongelijkmatige verdichting en vervorming.
Beperkingen met bepaalde metalen:
Hoewel MIM een breed scala aan metaalopties biedt, zijn er beperkingen aan het type en de kwaliteit van metalen die in het proces kunnen worden gebruikt. Zeer reactieve metalen zoals magnesium en aluminium kunnen bijvoorbeeld niet worden gebruikt in MIM vanwege het hoge risico op oxidatie. Bovendien zijn bepaalde metalen, zoals vuurvaste metalen zoals wolfraam en molybdeen, moeilijk te verwerken vanwege hun hoge smeltpunten, wat het proces duur maakt.
Hoge gereedschapskosten:
MIM vereist gespecialiseerd gereedschap, met name matrijzen en armaturen, wat de productiekosten verhoogt. De hoge gereedschapskosten zijn te wijten aan de complexiteit van het gereedschap en de behoefte aan nauwe toleranties om componenten te produceren die voldoen aan de ontwerpspecificaties. Bovendien hebben de matrijzen een flinke doorlooptijd en zijn ze maar voor een beperkt aantal onderdelen inzetbaar.
Milieuzorgen bij het verwijderingsproces van bindmiddel:
Een andere beperking van MIM zijn de milieuproblemen die gepaard gaan met het verwijderingsproces van het bindmiddel. Door het debindingsproces komen vluchtige en gevaarlijke organische stoffen vrij in de lucht, wat veiligheidsmaatregelen vereist om milieuvervuiling te voorkomen. Het verwijderingsproces van het bindmiddel is ook duur en tijdrovend, waardoor de productiekosten stijgen.
Kortom, MIM is een levensvatbaar productieproces met veel voordelen. Het kan complexe en ingewikkelde metalen onderdelen met hoge nauwkeurigheid en precisie produceren. Ingenieurs en fabrikanten moeten echter rekening houden met de beperkingen van MIM, zoals krimp en vervorming, problemen bij het maken van grote stukken, voorschriften met bepaalde metalen, hoge gereedschapskosten en milieuproblemen bij het verwijderen van bindmiddel. Door rekening te houden met deze beperkingen kunnen fabrikanten de gewenste resultaten bereiken met MIM en hoogwaardige metalen componenten produceren met complexe geometrieën en nauwe toleranties.