


















Што такое плазменная рэзка і як яна працуе для алюмінія?

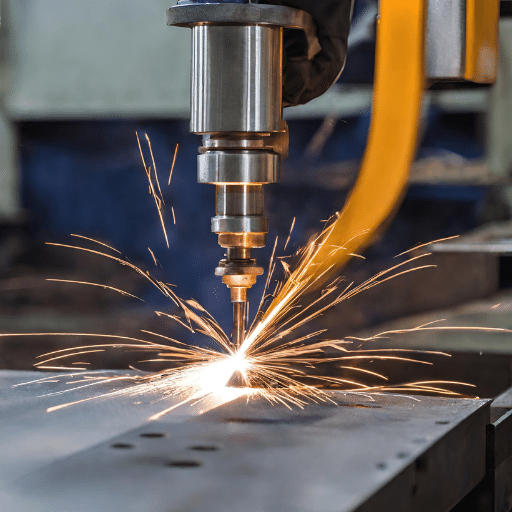
Плазменная рэзка, працэс, які выкарыстоўваецца ў розных галінах прамысловасці, уключаючы вытворчасць і аўтамабілебудаванне, з'яўляецца метадам, які выкарыстоўвае высакахуткасную брую іянізаванага газу або плазмы, каб разразаць токаправодныя матэрыялы, такія як алюміній. Працэс пачынаецца, калі электрычная дуга ўтвараецца ўнутры фрэзы праз праточны газ, які затым іянізуе і стварае канал плазмы. Плазма, якая мае высокую тэмпературу, накіроўваецца ў бок нарыхтоўкі, у выніку чаго метал расплаўляецца і ўтварае надрэз. Алюміній, у прыватнасці, выйграе ад плазменнай рэзкі дзякуючы сваёй токаправоднай прыродзе і адносна нізкай тэмпературы плаўлення, што робіць яго эфектыўным і дакладным метадам рэзкі гэтага металу.
Разуменне працэсу плазменнай рэзкі
Працэс плазменнай рэзкі можна разбіць на некалькі этапаў:
- Газазабеспячэнне: У плазменны разак падаецца паток газу, часта паветра або азоту.
- Іянізацыя: Электрычная дуга ўнутры разака іянізуе газ, ператвараючы яго ў плазму.
- Адукацыя плазмы: Гэтая плазма ўтварае канал для электрычнага току, значна павышаючы яго тэмпературу.
- Рэзка: Высокатэмпературная плазма накіроўваецца на нарыхтоўку, цяпло ад плазмы плавіць метал, а сіла плазменнай бруі здзімае расплаўлены матэрыял, ствараючы разрэз.
- Астуджэнне: Пасля завяршэння рэзкі плазменная бруя спыняецца і нарыхтоўцы даюць астыць.
Кожны з гэтых этапаў гуляе вырашальную ролю ў забеспячэнні дакладнага і эфектыўнага зрэзу плазменная рэзка Алюміній.
Перавагі і праблемы выкарыстання плазменнага рэзка для алюмінія
Плазменная рэзка мае мноства пераваг пры рэзцы алюмінія.
Хуткасць і эфектыўнасць: Плазменныя рэзкі вядомыя сваёй высокай хуткасцю і эфектыўнасцю пры рэзцы электраправодных металаў, што непасрэдна прыводзіць да павышэння прадукцыйнасці.
Дакладнасць: Яны забяспечваюць высокую дакладнасць, што робіць іх прыдатнымі для складанай і дэталёвай працы.
Нізкае цеплаўжыванне: Плазменная рэзка таксама абмяжоўвае колькасць цяпла, якое паступае ў матэрыял, зніжаючы верагоднасць дэфармацыі або пашкоджання структуры алюмінія.
Універсальнасць: Плазменныя рэзкі - гэта ўніверсальны інструмент, які можа прарэзаць любы токаправодны матэрыял, а не толькі алюміній.
Нягледзячы на перавагі, ёсць таксама некаторыя праблемы, звязаныя з плазменнай рэзкай алюмінія.
Спажываная магутнасць: Плазменныя рэзкі, асабліва тыя, якія працуюць з большай магутнасцю, могуць спажываць значную колькасць электраэнергіі.
Кошт: Першапачатковыя інвестыцыі ў плазменны разак могуць быць высокімі, асабліва для машын прамысловага ўзроўню.

Тэхнічнае абслугоўванне: Для падтрымання машыны ў аптымальным працоўным стане патрабуецца рэгулярнае тэхнічнае абслугоўванне.
Бяспека: Плазменныя рэзкі патрабуюць належных мер бяспекі з-за высокіх тэмператур і магчымасці разлятання іскраў і смецця падчас працэсу рэзкі.
Варыянты газу для рэзкі алюмінія плазмай
Для плазменнай рэзкі алюмінія звычайна выкарыстоўваецца інэртны газ, напрыклад азот або аргон.
Азот: Азот, які часта выкарыстоўваецца пры плазменнай рэзцы, забяспечвае высокую якасць рэзкі, захоўваючы пры гэтым даступнасць сістэмы. Ён прапануе выдатны баланс хуткасці рэзкі, якасці рэзкі і кошту для многіх карыстальнікаў.
Аргон: Аргон - яшчэ адзін варыянт; аднак звычайна яго змешваюць з іншымі газамі, такімі як вадарод (аргон-вадародныя сумесі). Гэтая сумесь павышае тэмпературу плазмы, што можа дапамагчы палепшыць якасць і хуткасць рэзкі. Аднак сумесі аргону і вадароду звычайна больш дарагія і могуць выкарыстоўвацца ў больш спецыялізаваных прылажэннях.
Варта адзначыць, што выбар газу часта залежыць ад спецыфікі задачы рэзкі, уключаючы таўшчыню і тып матэрыялу, жаданую якасць рэзкі і абмежаванні па кошце. Перш чым выбраць газ для плазменнай рэзкі алюмінія, заўсёды звяртайцеся да рэкамендацый вытворцы або да спецыяліста па плазменнай сістэме.
Параўнанне з іншымі метадамі рэзкі, такімі як лазерная рэзка
Калі параўноўваць плазменную рэзку з іншымі метадамі, напрыклад лазерная рэзка, некалькі фактараў уступаюць у гульню.
Хуткасць і таўшчыня: Плазменная рэзка часта хутчэй, чым лазерная, асабліва пры працы з больш тоўстымі матэрыяламі. Плазменны працэс можа апрацоўваць больш вязкія матэрыялы, што было б складана для лазернага разака.
Якасць рэзкі: Лазерная рэзка звычайна забяспечвае больш гладкую аздабленне, чым плазменная рэзка. Дакладнасць лазернага разака дае яму перавагу ў сцэнарыях, дзе якасць рэзкі мае першараднае значэнне.
Кошт: Абсталяванне для лазернай рэзкі можа быць значна даражэй, чым плазменныя рэзкі. Акрамя таго, эксплуатацыйныя выдаткі на лазерную рэзку таксама могуць быць вышэй з-за большага спажывання энергіі.
Бяспека: Абодва метаду патрабуюць належных мер бяспекі. Лазерная рэзка, аднак, патрабуе дадатковых мер засцярогі з-за рызыкі пашкоджання вачэй.
Гнуткасць: Плазменныя рэзкі могуць рэзаць любы токаправодны матэрыял, у той час як лазеры звычайна больш эфектыўныя з пэўнымі тыпамі матэрыялаў.
Выбар правільнай сістэмы плазменнай рэзкі алюмінія

Пры выбары правільнай сістэмы плазменнай рэзкі алюмінія неабходна ўлічваць некалькі фактараў.
Магутнасць і сіла току: Таўшчыня алюмініевага ліста вызначае патрабаваную трываласць і сілу току. Для больш тоўстых лістоў для эфектыўнай рэзкі неабходны плазменны разак з большай сілай току.
Працоўны цыкл: Працоўны цыкл адносіцца да часу, на працягу якога плазменны разак можа працаваць бесперапынна без перагрэву. Для прамысловых або цяжкіх задач выбірайце нож з высокай нагрузкай.
Хуткасць рэзкі: Хуткасць рэзкі можа паўплываць на якасць рэзкі і прадукцыйнасць. Сістэма з высокай хуткасцю рэзкі можа зэканоміць час, але гарантуе, што яна не пагаршае якасць рэзкі.
Дызайн факела: Канструкцыя факела таксама мае вырашальнае значэнне, паколькі яна ўплывае на камфорт карыстальніка і кантроль над разрэзам. Шукайце план, які прапануе зручны захоп і лёгкую манеўранасць.
Тэрмін службы расходных матэрыялаў: Плазменныя рэзкі патрабуюць такіх расходных матэрыялаў, як электроды і асадкі. Улічвайце тэрмін службы гэтых расходных матэрыялаў, бо частая замена можа павялічыць эксплуатацыйныя выдаткі.
Памятайце, што лепшая сістэма плазменнай рэзкі залежыць ад вашых канкрэтных патрэб. Перш чым прымаць рашэнне, заўсёды кансультуйцеся са спецыялістамі або вытворцамі.
Фактары, якія варта ўлічваць пры плазменнай рэзцы алюмінія

Выбар газу для рэзкі алюмінію
Калі справа даходзіць да плазменнай рэзкі алюмінія, выбар падыходнага газу з'яўляецца вырашальным фактарам. Найбольш часта выкарыстоўваным газам для плазменнай рэзкі алюмінія з'яўляецца сумесь аргону і вадароду. Гэтая сумесь, вядомая як «H35» (35% вадарод, астатняе аргон), з'яўляецца пераважнай з-за яе больш гарачага плазменнага патоку, які прыводзіць да больш чыстых разрэзаў і больш неверагодных хуткасцей рэзкі. Аднак можна выкарыстоўваць і чысты аргон, асабліва для больш тонкіх лістоў, дзе інтэнсіўнасць цяпла не такая крытычная. І, нарэшце, таксама можна выкарыстоўваць азот, які забяспечвае баланс паміж якасцю рэзкі і коштам. Незалежна ад абранага газу важна сачыць за яго чысцінёй, бо прымешкі могуць негатыўна паўплываць на якасць рэзкі і тэрмін службы расходных матэрыялаў. Пракансультуйцеся з вытворцам машыны або пастаўшчыком газу, каб вызначыць найбольш прыдатны газ для вашага канкрэтнага прымянення.
Аптымізацыя хуткасці рэзкі алюмінія
Аптымізацыя хуткасці рэзкі з'яўляецца важным крокам пры плазменнай рэзцы алюмінія. Хуткасць рэзкі, таксама вядомая як хуткасць падачы, уплывае не толькі на агульную прадукцыйнасць, але і на якасць рэзу. Калі хуткасць занадта нізкая, плазменная дуга можа прарэзаць матэрыял занадта павольна, што прывядзе да пашырэння разрэзу і празмернага шлаку (расплаўленага матэрыялу адходаў). І наадварот, калі хуткасць занадта высокая, дуга можа не цалкам пракрасціся ў матэрыял, што прывядзе да няпоўнага разрэзу. Аптымальная хуткасць рэзкі вар'іруецца ў залежнасці ад таўшчыні алюмінія, магутнасці плазменнага рэзка і тыпу выкарыстоўванага газу. Вытворцы звычайна прадастаўляюць аператарам дыяграмы хуткасці падачы. Тым не менш, рэкамендуецца выканаць пробныя разрэзы лому, каб дакладна наладзіць хуткасць для вашага канкрэтнага прымянення. Майце на ўвазе, што дасягненне правільнага балансу патрабуе ўважлівага назірання і пастаянных карэкціровак.
Паляпшэнне якасці рэзкі і аздаблення краёў алюмінія
Каб палепшыць якасць рэзкі і аздабленне краёў пры плазменнай рэзцы алюмінія, разгледзьце наступныя дзеянні:
- Выкарыстоўвайце высакаякасныя расходныя матэрыялы: Высакаякасныя расходныя матэрыялы забяспечваюць стабільную прадукцыйнасць і даўгавечнасць. Для дасягнення найлепшых вынікаў заўсёды выкарыстоўвайце расходныя матэрыялы, рэкамендаваныя вытворцам вашай машыны.
- Праверце вышыню факела: Вышыня факела над матэрыялам можа значна паўплываць на якасць рэзкі. Пераканайцеся, што вышыня факела ўстаноўлена правільна ў адпаведнасці са спецыфікацыямі вытворцы.
- Падтрымлівайце пастаянную хуткасць рэзкі: Як ужо гаварылася, аптымальная хуткасць рэзкі мае вырашальнае значэнне. Занадта павольная або занадта хуткая можа пагоршыць якасць рэзкі.
- Выкарыстоўвайце адпаведную сілу току: сілу току варта выбіраць у залежнасці ад таўшчыні алюмініевага ліста. Выкарыстанне неадпаведнай сілы току можа прывесці да дрэннай якасці рэзкі.
- Выконвайце рэгулярнае тэхнічнае абслугоўванне: Рэгулярная чыстка і тэхнічнае абслугоўванне вашага плазменнага рэзка можа значна палепшыць яго прадукцыйнасць і якасць рэзкі. Выконвайце інструкцыі вытворцы па прафілактычным абслугоўванні.
- Выкарыстоўвайце правільны газ: Выбар газу можа паўплываць на якасць рэзкі. Як ужо гаварылася, для больш тоўстых лістоў часта аптымальнай з'яўляецца сумесь аргону і вадароду, а для больш тонкіх можа падысці чысты аргон.
Памятайце, што кожная аперацыя плазменнай рэзкі ўнікальная, і тое, што працуе лепш за ўсё, можа вар'іравацца ў залежнасці ад шэрагу фактараў, уключаючы тып машыны, матэрыял, які рэжацца, і канкрэтнае прымяненне. Заўсёды выконвайце рэкамендацыі вытворцы і пры неабходнасці праводзіце тэсты.
Выкарыстанне плазмы з ЧПУ для дакладных рэзаў алюмінія
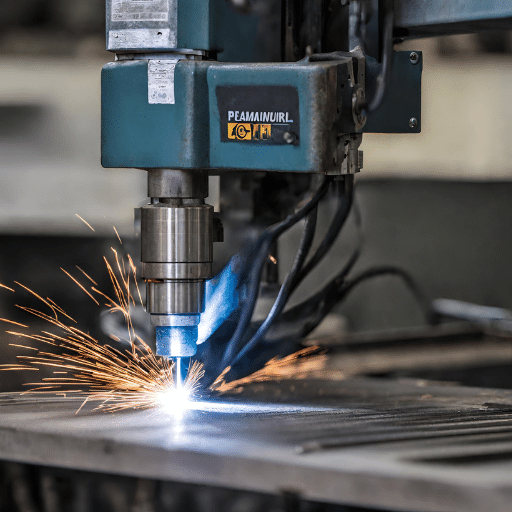
Выкарыстанне плазменных разакоў з камп'ютэрным лікавым кіраваннем (ЧПУ) для алюмінія забяспечвае дакладнасць і эфектыўнасць аперацый рэзкі. Гэтыя сістэмы выкарыстоўваюць алічбаваныя дадзеныя для кіравання, аўтаматызацыі і маніторынгу руху машыны. The Плазма з ЧПУ разак выкарыстоўвае высакахуткасную высокатэмпературную плазму для разразання алюмінія, забяспечваючы чысты і дакладны разрэз. Дакладнасць гэтых машын асабліва карысная для складаных канструкцый і ўзораў, дзе ручныя метады могуць не даць патрэбнай дакладнасці. Акрамя таго, аўтаматызацыя зніжае верагоднасць чалавечых памылак, павышае прадукцыйнасць і забяспечвае стабільную якасць ва ўмовах масавай вытворчасці. Аднак для забеспячэння аптымальных вынікаў неабходна абавязкова адкалібраваць Плазма з ЧПУ правільна выкарыстоўваць разак, уводзіць дакладныя канструктыўныя дадзеныя і праводзіць рэгулярнае тэхнічнае абслугоўванне. Як заўсёды, выкананне інструкцый вытворцы мае вырашальнае значэнне для бяспечнай і эфектыўнай працы.
Праца з сітаватасцю і шлакам у алюмініевых парэзах
Сітаватасць і смецце - агульныя праблемы, якія ўзнікаюць пры рэзцы алюмінія і могуць паўплываць на якасць рэзкі. Вось некалькі стратэгій для вырашэння гэтых праблем:
- Падрыхтоўка матэрыялу: Перад рэзаннем пераканайцеся, што алюмініевая паверхня чыстая і не мае забруджванняў. Любое смецце або пакрыццё можа прывесці да сітаватасці і шлаку.
- Адпаведная налада магутнасці: Выкарыстанне занадта вялікай магутнасці можа прывесці да смецця, у той час як занадта мала можа прывесці да сітаватасці. Адрэгулюйце параметры магутнасці ў адпаведнасці з рэкамендацыямі вытворцы і таўшчынёй матэрыялу.
- Правільны выбар газу: Выкарыстанне адпаведнага плазменнага газу можа дапамагчы ў зніжэнні шлаку і сітаватасці. Сумесі аргону і вадароду часта рэкамендуюцца для больш тоўстых лістоў, у той час як чысты аргон падыходзіць для больш тонкіх.
- Правільная хуткасць рэзкі: Падтрыманне аптымальнай хуткасці рэзкі мае вырашальнае значэнне. Занадта павольна, і вы можаце атрымаць больш шлаку; занадта хутка, і вы можаце сутыкнуцца з праблемамі якасці рэзкі і сітаватасці.
- Рэгулярнае тэхнічнае абслугоўванне: Рэгулярнае тэхнічнае абслугоўванне рэжучага абсталявання, напрыклад, замена расходных матэрыялаў і забеспячэнне спраўнасці факела, можа дапамагчы ў памяншэнні шлаку і сітаватасці.
Памятайце, што пры наладжванні аперацый рэзкі заўсёды звяртайцеся да рэкамендацый вытворцы машыны, каб аптымізаваць якасць і бяспеку.
Лепшыя практыкі для дасягнення высакаякаснай рэзкі алюмінія з дапамогай плазмы

Выбар правільнага плазменнага рэзка для рэзкі алюмінія
Выбар падыходнага плазменнага разака з'яўляецца найважнейшым фактарам для атрымання высакаякасных алюмініевых разрэзаў. Вось некалькі ключавых аспектаў, якія варта ўлічваць:
- Выхадная магутнасць: Выхадная магутнасць плазменнага разака, вымераная ў амперах, непасрэдна ўплывае на яго хуткасць і магутнасць рэзкі. Для больш тоўстых алюмініевых лістоў пераважней будзе плазменны разак з большай сілай току.
- Працоўны цыкл: гэта працэнт 10 хвілін, якія плазменны разак можа працаваць без перагрэву. Больш высокі працоўны цыкл карысны для працяглых аперацый рэзкі.
- Тып факела: Плазменныя рэзкі пастаўляюцца з высокачашчыннай або кантактнай факелам. Хоць высокачашчынныя факелы больш надзейныя, яны могуць ствараць перашкоды лічбаваму абсталяванню. З іншага боку, у кантактных пускавых факелаў гэтай праблемы няма.
- Расходныя матэрыялы: Неабходна ўлічваць кошт і наяўнасць расходных матэрыялаў, такіх як электроды, асадкі і экраны, паколькі іх трэба перыядычна замяняць для падтрымання аптымальнай прадукцыйнасці разца.
- Служба падтрымкі вытворцы: Аўтарытэтны вытворца, які забяспечвае комплексную падтрымку, уключаючы кіраўніцтва карыстальніка, тэхнічную дапамогу і гарантыі, можа стаць вырашальным фактарам.
Памятайце, што вельмі важна супаставіць характарыстыкі плазменнага разака з вашымі канкрэтнымі патрэбамі рэзкі, каб забяспечыць эфектыўныя і якасныя разрэзы. Выбіраючы плазменны разак, заўсёды звяртайцеся да парад экспертаў або інструкцый вытворцы.
Разуменне ролі плазменнага газу ў рэзцы алюмінія
Плазменны газ мае вырашальнае значэнне пры рэзцы алюмінія, уплываючы на якасць і эфектыўнасць разрэзу. Выкарыстоўваюцца два віды газу: плазменны газ і ахоўны газ. Плазменны газ іянізуецца для стварэння рэжучай дугі, а ахоўны газ абараняе колькасць. Для рэзкі алюмінія звычайна выкарыстоўваецца камбінацыя аргону і вадароду, вядомая як «Н35». Выбар падыходнага плазменнага газу павышае хуткасць, якасць і тэрмін службы расходных матэрыялаў. Выконвайце інструкцыі вытворцы па наладах ціску газу, каб пазбегнуць няякасных парэзаў або пашкоджання плазменнага рэзка. Эфектыўнае кіраванне расходнымі матэрыяламі для плазменнай рэзкі алюмінія
Аптымізацыя параметраў рэзкі для тоўстых алюмініевых лістоў
Аптымізацыя параметраў рэзкі з'яўляецца найважнейшым крокам пры працы з тоўстымі алюмініевымі лістамі; гэта ўключае ў сябе рэгуляванне параметраў плазменнага разака для дасягнення найлепшай прадукцыйнасці. Тры асноўныя параметры, якія трэба ўлічваць, - гэта хуткасць рэзкі, сіла току і ціск паветра.
- Хуткасць рэзкі: Хуткасць, з якой плазменны разак рухаецца па матэрыяле, значна ўплывае на якасць рэзкі. Занадта хутка, і колькасць можа не прайсці ўвесь шлях праз матэрыял; занадта павольна, і колькасць можа быць вялікім, або матэрыял можа дэфармавацца ад празмернага цяпла. Аптымальная хуткасць залежыць ад таўшчыні матэрыялу і канкрэтнага выкарыстоўванага фрэзы.
- Сіла току: Бягучая налада плазменнага разака ўплывае на глыбіню і шырыню разрэзу. Больш высокія налады сілы току дазваляюць рабіць больш глыбокія разрэзы, але таксама прыводзяць да большай шырыні пілавання. Для тоўстых алюмініевых лістоў звычайна рэкамендуецца больш высокая сіла току.
- Ціск паветра: Належны ціск паветра неабходны для падтрымання плазменнай дугі і выдалення адрэзанага матэрыялу. Недастатковы ціск паветра можа прывесці да няўстойлівага вугла і дрэннай якасці рэзкі, у той час як празмерны ціск паветра можа скараціць тэрмін службы расходных матэрыялаў.
Перавагі выкарыстання азотнай плазмы для рэзкі алюмінію
Выкарыстанне азоту ў якасці плазменнага газу для рэзкі алюмінію дае некалькі пераваг, якія павышаюць эфектыўнасць і якасць рэзкі.
- Лепшая якасць рэзкі: Азотная плазма забяспечвае больш чысты абрэз на алюмініі, зніжаючы патрэбу ў другасных працэсах аздаблення. Зрэзы часта больш гладкія, з меншай колькасцю шлаку або дзындры на ніжнім краі.
- Палепшаная хуткасць: Азот, як правіла, павялічвае хуткасць рэзкі ў параўнанні з іншымі газамі. Гэта можа прывесці да павышэння прадукцыйнасці і прапускной здольнасці.
- Зніжэнне акіслення: Азот значна зніжае верагоднасць акіслення ў працэсе рэзкі. Гэта прыводзіць да больш яркай і чыстай абрэзу, што асабліва карысна для прымянення, дзе важная эстэтыка абрэзу.
- Эканамічна эфектыўны: У параўнанні з іншымі газамі, такімі як аргон або гелій, азот з'яўляецца тэхнічна і эканамічна больш жыццяздольным варыянтам для прымянення плазменнай рэзкі дзякуючы сваёй даступнасці і эканамічнай эфектыўнасці.
Памятайце, што азот дае гэтыя перавагі, але для дасягнення найлепшых вынікаў вельмі важна правільна наладзіць і кіраваць параметрамі рэзкі.
Пераадоленне праблем пры плазменнай рэзцы алюмінія
Ліквідацыя назапашвання аксідаў пры плазменнай рэзцы алюмінія
Адной са значных праблем пры плазменнай рэзцы алюмінія з'яўляецца назапашванне аксіду, які можа паўплываць на якасць рэзкі і агульную эфектыўнасць вытворчасці. Аднак гэтую перашкоду можна пераадолець, выкарыстоўваючы некалькі стратэгічных метадаў.
- Адпаведны выбар газу: Выкарыстанне азоту ў якасці плазменнага газу можа змякчыць праблему назапашвання аксіду з-за яго высокай блізкасці да кіслароду. Азот дапамагае звесці да мінімуму працэс акіслення падчас рэзкі, што прыводзіць да больш чыстых зрэзаў.
- Правільная ўстаноўка і абслугоўванне машыны: Правільная ўстаноўка і абслугоўванне машыны плазменнай рэзкі можа паменшыць назапашванне аксіду. Рэгулярныя праверкі тэхнічнага абслугоўвання, уключаючы праверку і чыстку факела, могуць дапамагчы падтрымліваць аптымальную прадукцыйнасць і прадухіліць непатрэбнае акісленне.
- Аптымальныя хуткасці рэзкі: Падтрыманне аптымальнай хуткасці рэзкі можа дапамагчы прадухіліць перагрэў, які можа спрыяць назапашванню аксідаў. Занадта нізкая хуткасць рэзкі можа выклікаць празмернае цяпло, што прывядзе да большай верагоднасці акіслення.
Памятайце, хаця гэтыя метады могуць дапамагчы паменшыць назапашванне аксіду, кожная сітуацыя плазменнай рэзкі ўнікальная, і тое, што працуе ў адным сцэнарыі, можа не працаваць у іншым. Такім чынам, прафесійнае меркаванне і вопыт гуляюць вырашальную ролю ў эфектыўным вырашэнні гэтай задачы.
Звядзенне да мінімуму зоны тэрмічнага ўздзеяння пры рэзцы тоўстага алюмінія
Пры плазменнай рэзцы тоўстага алюмінія зона тэрмічнага ўздзеяння (ЗТВ) можа прадстаўляць значную праблему. ЗТВ - гэта вобласць вакол траекторыі разрэзу, дзе ўласцівасці металу былі зменены з-за ўздзеяння цяпла, што часта прыводзіць да непажаданых эфектаў, такіх як дэфармацыя або зацвярдзенне. Каб звесці да мінімуму ЗТВ, разгледзьце наступныя стратэгіі:
- Укараніць дакладны кантроль магутнасці: Выкарыстанне плазменнага разака з рэгуляванымі наладамі магутнасці дазваляе дакладна наладзіць пададзенае цяпло, што можа дапамагчы мінімізаваць ЗТВ. Вельмі важна пераканацца, што выкарыстоўваецца патрэбная колькасць энергіі - не занадта шмат, каб выклікаць празмернае вылучэнне цяпла, і не занадта мала, каб перашкодзіць эфектыўнаму рэзанню.
- Адрэгулюйце хуткасць рэзкі адпаведным чынам: Больш высокія хуткасці рэзкі звычайна скарачаюць працягласць ўздзеяння цяпла, тым самым зводзячы да мінімуму ЗТВ. Аднак хуткасць павінна быць скарэкціравана ў залежнасці ад таўшчыні алюмінія, так як празмерна высокая хуткасць на тоўстых матэрыялах можа прывесці да нячыстых парэзаў.
- Выкарыстоўвайце метады астуджэння: Уключэнне такіх метадаў астуджэння, як вадзяны або паветраны туман, можа дапамагчы хутчэй рассейваць цяпло, памяншаючы памер ЗТВ. Некаторыя перадавыя сістэмы плазменнай рэзкі пастаўляюцца з убудаванымі механізмамі астуджэння.
Кожная сітуацыя можа запатрабаваць розных падыходаў, і знайсці правільны баланс вельмі важна. Правільнае навучанне і вопыт могуць істотна паспрыяць мінімізацыі зоны тэрмічнага ўздзеяння пры плазменнай рэзцы тоўстага алюмінія.
Праца з жорсткімі допускамі і чыстымі рэзамі ў алюмініі
Кіраванне жорсткімі допускамі і дасягненне чыстых зрэзаў падчас працы з алюмініем стварае яшчэ адзін набор праблем. Вось некалькі стратэгій, якія варта разгледзець:
- Выкарыстоўвайце высокадакладнае абсталяванне: Выкарыстанне плазменнага разака з высокай дакладнасцю вельмі важна для працы з жорсткімі допускамі. Удасканаленыя сістэмы з лічбавым камп'ютэрным кіраваннем (ЧПУ) могуць забяспечыць выдатную дакладнасць, гарантуючы, што разрэзы адпавядаюць неабходным характарыстыкам.
- Паменшыць шырыню разпілу: Зрэз - гэта шырыня матэрыялу, які выдаляецца ў працэсе рэзкі. Памяншэнне шырыні разрэзу можа прывесці да больш чыстых разрэзаў і лепшага кантролю над допускамі. Гэта можа быць дасягнута шляхам выкарыстання расходных матэрыялаў тонкай нарэзкі і адпаведным рэгуляваннем параметраў рэзкі.
- Пазбягайце перагрэву: Перагрэў можа прывесці да дэфармацыі алюмінія, што паўплывае на жорсткія допускі. Прадухіліць гэта могуць механізмы астуджэння і правільны кантроль магутнасці, як гаварылася раней.
- Рэгулярнае тэхнічнае абслугоўванне абсталявання: Забеспячэнне рэгулярнага абслугоўвання і каліброўкі рэжучага абсталявання можа палепшыць прадукцыйнасць і надзейнасць, атрымліваючы больш чыстыя зрэзы і лепшае выкананне спецыфікацый.
Выкананне гэтых рэкамендацый разам з дбайным планаваннем і наладкай можа палепшыць якасць рэзкі і забяспечыць больш жорсткі кантроль допуску пры працы з алюмініем.
Выбар правільнага газу для плазменнай рэзкі алюмінія
Выбар газу для рэзкі істотна ўплывае на якасць рэзкі, хуткасць працэсу рэзкі і рэнтабельнасць пры правядзенні плазменнай рэзкі алюмінія. Вельмі важна выбраць прыдатны газ для рэзкі ў залежнасці ад таўшчыні матэрыялу і жаданай якасці рэзкі.
- Аргон-вадародныя сумесі: Сумесі аргону і вадароду часта з'яўляюцца пераважным выбарам для рэзкі больш тоўстага алюмінію. Гэта спалучэнне стварае больш гарачую плазму, забяспечваючы больш чыстыя парэзы і больш высокую хуткасць рэзкі. Аднак неабходна сачыць за тым, каб збалансаваць сумесь, каб пазбегнуць празмернага награвання, якое можа пашкодзіць абсталяванне або нарыхтоўку.
- Азот: Азот служыць універсальным рэжучым газам, прыдатным для шырокага дыяпазону таўшчынь алюмінія. Ён забяспечвае баланс паміж якасцю рэзкі і хуткасцю, хоць і з больш высокімі эксплуатацыйнымі выдаткамі ў параўнанні з паветрам.
- паветра: Паветра з'яўляецца найбольш эканамічна эфектыўным варыянтам для плазменнай рэзкі алюмінія. Нягледзячы на тое, што ён можа не забяспечыць такі ж узровень якасці рэзкі, як аргон-вадарод або азот, яго дастаткова для многіх ужыванняў.
Важна памятаць, што рэжучы газ павінен выбірацца ў залежнасці ад канкрэтных патрабаванняў пастаўленай задачы. Для дасягнення найлепшых вынікаў заўсёды звяртайцеся да рэкамендацый вытворцы абсталявання.
Рэкамендуемая літаратура: Адказы на пытанні плазменнага стала з ЧПУ
Выкарыстанне грунтавых вод для паляпшэння плазменнай рэзкі алюмінія
Грунтовыя вады з'яўляюцца найважнейшым кампанентам пры плазменнай рэзцы алюмінія. Ён захоплівае і астуджае гарачыя часціцы, памяншаючы зону тэрмічнага ўздзеяння. Перавагі ўключаюць мінімізаваную дэфармацыю матэрыялу, памяншэнне дыму і цвёрдых часціц і памяншэнне пашкоджанняў плазменнай факелам. Правільнае абслугоўванне вельмі важна для дасягнення аптымальных вынікаў.
Аптымізацыя параметраў для рэзкі канкрэтных формаў алюмінію

Адаптацыя плазменнай рэзкі для алюмініевых лістоў і пліт
Для алюмініевых лістоў і пласцін выбар падыходнага рэжучага газу, сілы току і вышыні факела мае вырашальнае значэнне. Больш тонкія матэрыялы патрабуюць меншай сілы току і дбайнага балансу паміж хуткасцю рэзкі і якасцю.
Лепшыя практыкі рэзкі труб і экструзій з дапамогай плазмы
Пры разразанні алюмініевых трубак і экструзій падтрыманне пастаяннай вышыні факела мае вырашальнае значэнне. Акрамя таго, выкарыстанне ролікавай накіроўвалай можа дапамагчы захаваць стабільную траекторыю разрэзу і прадухіліць з'яўленне выгібаў або няроўнасцей у разрэзе.
Эфектыўная рэзка алюмініевых сплаваў з дапамогай плазменнай тэхналогіі
Розныя алюмініевыя сплавы могуць па-рознаму рэагаваць на плазменную рэзку. Такім чынам, вельмі важна наладзіць параметры рэзкі з улікам характарыстык канкрэтнага сплаву, такіх як яго цеплаправоднасць і тэмпература плаўлення.
Плазменная рэзка круглых і выгнутых алюмініевых дэталяў
Для круглых і выгнутых дэталяў выкарыстанне паваротнага століка для рэзкі або рабатызаванай рукі можа забяспечыць стабільны і якасны разрэз. Неабходна сачыць за тым, каб адлегласць ад гарэлкі да працы заставалася нязменнай на працягу ўсёй колькасці.
Мінімізацыя дэфармацыі і скажэнняў пры рэзцы алюмінія плазмай
Каб звесці да мінімуму дэфармацыі і дэфармацыі пры рэзцы алюмінія, рэкамендуецца выкарыстоўваць меншую цеплавую нагрузку, забяспечыць належнае астуджэнне і, калі магчыма, выкарыстоўваць грунтавыя вады. Правільнае апрацоўка і захоўванне матэрыялу да і пасля рэзкі таксама можа дапамагчы паменшыць гэтыя праблемы.
Часта задаюць пытанні

Пытанне: што такое плазменная рэзка і як яна прымяняецца да алюмінію?
A: Плазменная рэзка - гэта працэс, які выкарыстоўвае высакахуткасную брую іянізаванага газу для нагрэву і расплаўлення металу, што прыводзіць да чыстага і дакладнага разрэзу. Калі гаворка ідзе пра алюміній, плазменная рэзка асабліва падыходзіць з-за яго здольнасці эфектыўна праразаць метал і даваць высакаякасныя вынікі.
Пытанне: Якія перавагі выкарыстання плазменнай сістэмы для рэзкі алюмінія?
A: Выкарыстанне плазменнай сістэмы для рэзкі алюмінія дае шэраг пераваг, у тым ліку высокую хуткасць рэзкі, мінімальную зону тэрмічнага ўздзеяння, выдатную якасць краю і магчымасць рэзаць шырокі дыяпазон таўшчынь і формаў.
Пытанне: Якія фактары ўплываюць на найвышэйшую якасць пры выкарыстанні плазменнай сістэмы для рэзкі алюмінія?
A: На найвышэйшую якасць пры выкарыстанні плазменнай сістэмы для рэзкі алюмінія могуць уплываць такія фактары, як тып плазменнай сістэмы, выбар камбінацый газаў, хуткасць ходу рэзка і выкарыстанне высокадакладнай плазмы. тэхналогіі.
Пытанне: Якую ролю плазменная рэзка з ЧПУ гуляе ў вытворчасці алюмінія?
A: Плазменная рэзка з ЧПУ забяспечвае дакладны і аўтаматызаваны кантроль над працэсам рэзкі, дазваляючы выразаць складаныя і складаныя канструкцыі з алюмініевых лістоў. Гэтая тэхналогія шырока выкарыстоўваецца ў в выраб алюмінія прамысловасці для дасягнення высокадакладных вынікаў.
Пытанне: Якія агульныя камбінацыі газаў выкарыстоўваюцца пры плазменнай рэзцы алюмінію?
A: Папулярныя камбінацыі газаў, якія выкарыстоўваюцца пры плазменнай рэзцы алюмінію, уключаюць сціснутае паветра, азот і вадарод, якія могуць уплываць на хуткасць, чысціню і агульную якасць паверхні разрэзу.
Пытанне: Якія праблемы ўзнікаюць пры рэзцы алюмінія плазменнай сістэмай?
A: Пры рэзцы алюмінія з дапамогай плазменнай сістэмы для забеспячэння выдатных вынікаў неабходна ўлічваць такія праблемы, як адукацыя шурпатых краёў, магчымасць прыліпання расплаўленага алюмінію да паверхні разрэзу і патрэба ў спецыяльных камбінацыях газаў.
Пытанне: Як выбар крыніцы харчавання ўплывае на плазменную рэзку алюмінія?
A: Выбар крыніцы харчавання, напрыклад, выкарыстанне сістэм Hypertherm Powermax, можа істотна паўплываць на эфектыўнасць і эфектыўнасць плазменнай рэзкі алюмінія, пры гэтым высакаякасныя крыніцы энергіі забяспечваюць лепшую якасць краю і агульную прадукцыйнасць.
Пытанне: ці можна эфектыўна выкарыстоўваць паветраную плазму для рэзкі алюмінію?
A: Так, паветраную плазму можна эфектыўна выкарыстоўваць для рэзкі алюмінію, асабліва калі патрабуецца высокая дакладнасць і выдатныя вынікі. Пры выкарыстанні грунтавых вод ніжняя частка грунтавых вод можа дапамагчы мінімізаваць зону тэрмічнага ўздзеяння і дасягнуць чыстых зрэзаў.
Пытанне: Чаму плазменная рэзка з'яўляецца папулярным выбарам для многіх вытворцаў алюмінія?
A: Плазменная рэзка з'яўляецца папулярным выбарам сярод вытворцаў алюмініевых вырабаў з-за яе эфектыўнасці, універсальнасці рэзкі рознай таўшчыні і формы, а таксама здольнасці вырабляць высакаякасныя разрэзы з мінімальнай неабходнасцю ачысткі.
Пытанне: Якія адрозненні паміж рэзкай алюмінія і сталі з дапамогай плазменнай сістэмы?
A: Рэзка алюмінія і сталі з выкарыстаннем плазменнай сістэмы патрабуе карэкціроўкі тыпу газу, хуткасці руху і параметраў магутнасці, каб улічыць розныя ўласцівасці і паводзіны двух металаў падчас працэсу рэзкі.
Спасылкі
- Блог Hypertherm: Плазменная рэзка алюмінія: Гэта паведамленне ў блогу прапануе практычныя парады па плазменнай рэзцы алюмінію, у тым ліку наступныя табліцы рэзкі ў інструкцыі па эксплуатацыі для таўшчыні алюмінія, які вам трэба рэзаць.
- Вытворчасць TDH: найлепшае кіраўніцтва па плазменных рэзках: Гэта кіраўніцтва тлумачыць, як працуюць плазменныя рэзкі, у тым ліку, як яны выкарыстоўваюць перагрэтую брую плазмы для разразання розных токаправодных матэрыялаў, такіх як сталь, алюміній і медзь.
- YouTube: канчатковае кіраўніцтва па плазменнай рэзцы: поўнае відэаінструкцыя, якая ахоплівае ўсё, што вам трэба ведаць, каб пачаць працу з плазменнай рэзкай, у тым ліку, як правільна фільтраваць паветра.
- PlasmaSpider.com: Рэзка алюмінія: тэма на форуме, дзе карыстальнікі абмяркоўваюць парады і лепшыя практыкі плазменнай рэзкі алюмінію, у тым ліку выкарыстанне экранаваных расходных матэрыялаў на 45 ампер.
- Форум саветаў і рэкамендацый па зварцы: плазменная рэзка алюмінія: Яшчэ адна тэма форуму, дзе карыстальнікі дзеляцца сваім вопытам і парадамі па плазменнай рэзцы алюмінію, у тым ліку па выкарыстанні пілы Skil з лязом з цвёрдасплаўным наканечнікам.
- Unimig: найлепшае кіраўніцтва па плазменнай рэзцы: У гэтым кіраўніцтве тлумачыцца, што плазма можа прарэзаць усё, што праводзіць электраправоднасць, у тым ліку сталь, нержавеючую сталь і алюміній.
- Блог Red-D-Arc: Рэзка алюмінія плазменным разаком: Гэта паведамленне ў блогу падкрэслівае перавагі хуткасці плазменнай рэзкі алюмінія перад механічнай рэзкай.
- [Электразварка: канчатковае кіраўніцтва па плазменнай рэзцы](https://www.electroweld.com.au/the-ultimate-guide-to-plasma-cutting/






